Range Rover Evoque: B-Pillar Outer Panel
Removal
NOTES:
Within this procedure there are 2 different options depending on type of vehicle body.
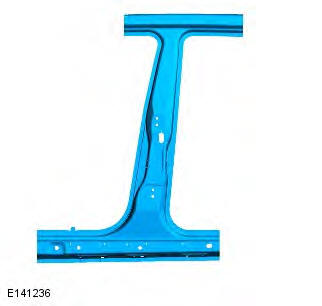
The b-pillar outer panel is manufactured from mild steel.
The rocker panel butt joints must be MIG brazed due to the location of boron reinforcements.
1. The B-Pillar outer panel is replaced in conjunction with:
- Front door
- Rear door
- Headliner
- Moonroof
2. For additional information relating to this repair procedure please see the following: For additional information, refer to: Health and Safety Precautions (100-00 General Information, Description and Operation) / Body Repairs (501-25A Body Repairs - General Information, Description and Operation) / Corrosion Protection (501-25B Body Repairs - Corrosion Protection, Description and Operation) / Body and Frame (501-26 Body Repairs - Vehicle Specific Information and Tolerance Checks, Description and Operation) / Standard Workshop Practices (100-00 General Information, Description and Operation).
3. The Mechanical, Electrical and Trim (MET) listed below is for option 2, if another option is selected then reduce MET strip as required.
4. Remove the front door.
For additional information, refer to: Front Door (501-03 Body Closures, Removal and Installation).
5. Remove the rear door.
For additional information, refer to: Rear Door (501-03 Body Closures, Removal and Installation).
6. Remove the upper and lower door hinges from the B-Pillar, 4 x bolts. Torque 30Nm
7. Remove the front door striker from the B-Pillar.
8. Remove the front seat.
For additional information, refer to: Front Seat (501-10 Seating, Removal and Installation).
9. Remove the rear seat cushion.
For additional information, refer to: Rear Seat Cushion (501-10 Seating, Removal and Installation).
10. Remove the front safety belt retractor.
For additional information, refer to: Front Safety Belt Retractor (501-20A Safety Belt System, Removal and Installation).
11. Remove the side air curtain module.
For additional information, refer to: Side Air Curtain Module (501-20B Supplemental Restraint System, Removal and Installation).
12. Remove the moon roof.
For additional information, refer to: Glass Roof Panel (501-11 Glass, Frames and Mechanisms, Removal and Installation).
13. Remove the rocker panel inner trims.
14. Remove the roof moulding, front and rear sections.
15. Remove the rocker panel outer moulding.
16. Release and lay aside the carpet section.
17. Release and lay aside the insulating material.
18. Release and lay aside the wiring harness along the B-Pillar inner and inner rocker panel.
19. CAUTION: Care should be taken not to cut through into the inner panels.
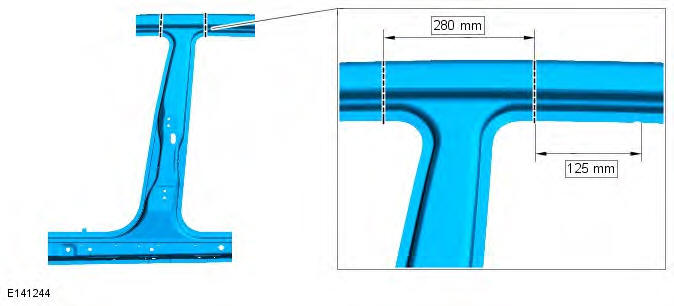
NOTE: The full roof panel remains on the vehicle for option 1.
Option 1.
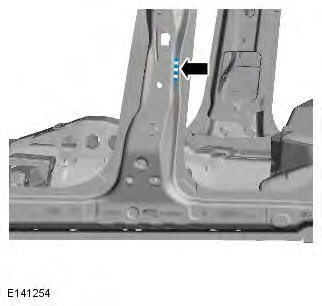
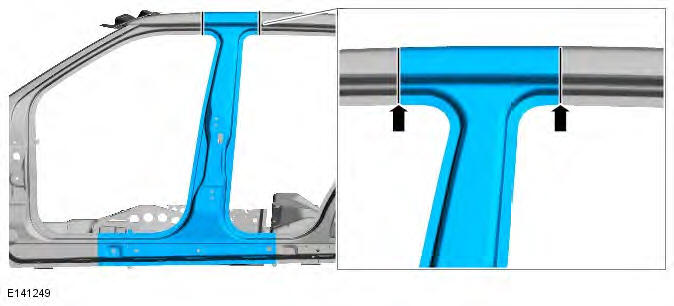
Measure, mark and cut the upper b-pillar where the MIG butt joint is to be made as indicated.
20. CAUTION: Care should be taken not to cut through into the inner panels.
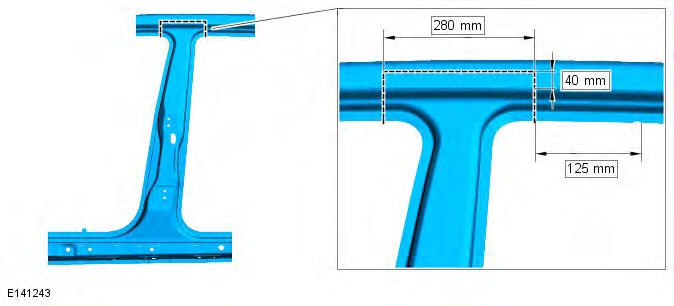
NOTE: The moon roof must be removed for option 2.
Option 2.
Measure, mark and cut the upper b-pillar where the MIG butt joint is to be made as indicated.
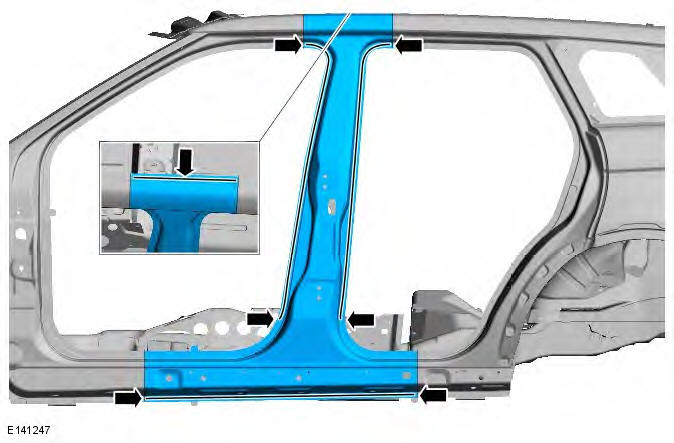
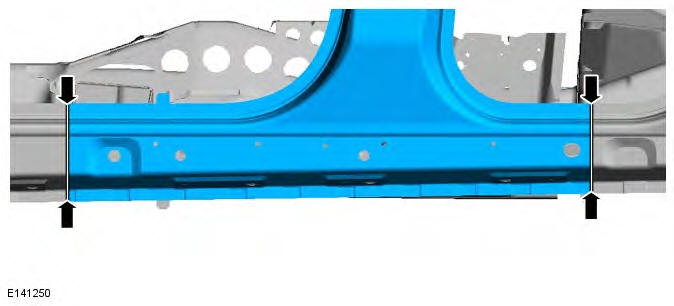
21. CAUTION: Care should be taken not to cut through into the inner panels. Measure, mark and cut the rocker panel (front door aperture) where the MIG brazed butt joint is to be made as indicated.
22. CAUTION: Care should be taken not to cut through into the inner panels. Measure, mark and cut the rocker panel (rear door aperture) where the MIG brazed butt joint is to be made as indicated.
23. NOTE: Graphic shows moon roof option, for the other option drill out spot welds as required. Drill out spot welds as indicated.
24. Separate the joints and remove the old panel, also releasing the NVH component from the old panel as indicated.

Installation
1. NOTE: The full roof panel remains on the vehicle for option 1.
Option 1. Measure, mark and cut the upper new b-pillar panel where the MIG butt joint is to be made as indicated.
2. NOTE: The moon roof must be removed for option 2.
Option 2. Measure, mark and cut the upper new b-pillar panel where the MIG butt joint is to be made as indicated.
3. Measure, mark and cut the rocker panel, front and rear door apertures, where the MIG brazed butt joints are to be made as indicated.

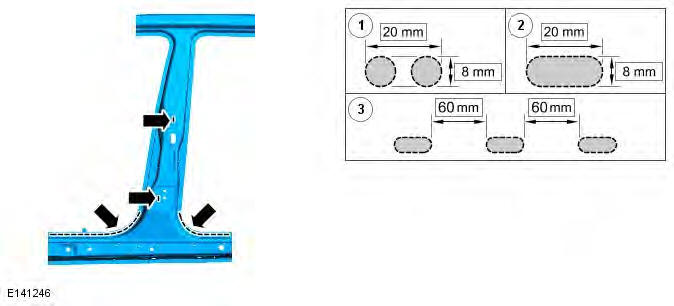
4. Cut 8mm x 20mm slots as indicated in new panel.
Follow steps 1 to 3 as shown in the above inset.
5. Prepare the old and new panel joint surfaces, including NVH component.
6. Offer up the new panel and clamp into position. Check alignment, if correct, proceed to next step, if not, rectify and recheck before proceeding.
7. Remove the new panel.
8. Apply panel bonding adhesive to spot welded/bonded areas as indicated. Use the bond path shown in the graphic as a guide, the panel bond adhesive must only be applied in the areas where spot welding is accessible for the installation of the new panel. It is not to be applied in any areas of MIG welding/brazing installation joints, leave a 30mm gap, so it does not affect the MIG weld/braze joint on installation.
9. Apply sealer adhesive to the NVH component.
10. Offer up the new panel and clamp into position. Check alignment, if correct, proceed to next step, if not, rectify and recheck before proceeding.
11. Tack MIG weld the upper butt joint.
12. NOTE: These joints must be MIG brazed due to boron reinforcements.
Tack MIG braze the lower butt joints.
13. NOTES: Make sure that spot welds are installed at least 5mm away from existing spot welds on underlying panels.
Graphic shows moon roof option, for the other option spot weld where required.
Spot weld.
14. MIG braze the slots around front and rear door apertures and the rear door hinge area.
15. NOTE: The graphic shows all the MIG welded butt joints for options 1.
MIG weld the upper butt joint.
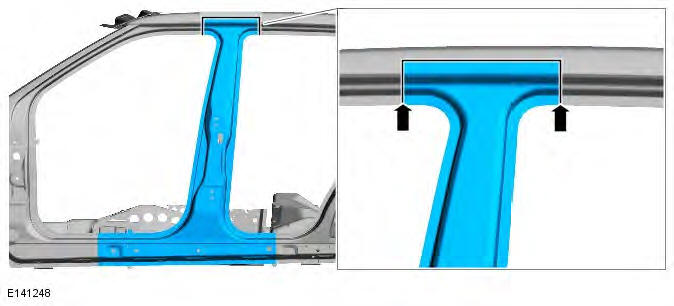
16. NOTE: The graphic shows all the MIG welded butt joints for options 2. MIG weld the upper butt joint.
17. NOTE: These joints must be MIG brazed due to boron reinforcements. MIG braze the lower butt joints.
18. Dress all welds.
19. NOTE: After this repair wax injection of the repaired areas must be carried out. Seal panel flange edges in the MIG braze slot areas of the door apertures to prevent water ingress.
20. The installation of associated panels and mechanical components is the reverse of removal.
READ NEXT:
 Quarter Panel
Quarter Panel
Removal
NOTES:
Within this procedure there are 2 different options depending on type of
vehicle body and combination of replacement panels.
The quarter panel is manufactured from mild steel.
The ro
Rear Side Member Section
Removal
NOTES:
The rear side member section is manufactured from RP260, with its inner
reinforcement manufactured from DP600.
The rear side member section is cut from the rear side member service pa
SEE MORE:
Important information
The information contained in this handbook covers all vehicle derivatives and
optional equipment,
some of which may not be fitted to your vehicle. Due to printing cycles, this
handbook may include
descriptions of options before they become generally available.
The vehicle options, hardware an
Symbols used in this handbook
Safety warnings indicate either a procedure which must be followed
precisely, or
information that should be considered with great care, in order to avoid the
possibility
of personal injury.
Cautions indicate either a procedure which must be followed precisely, or
information that
should
