Range Rover Evoque: Front Side Member Section
Removal
NOTES:
The front side member is manufactured from RP260 and DP600.
The front side member section is cut from the front side member and is manufactured from RP260.
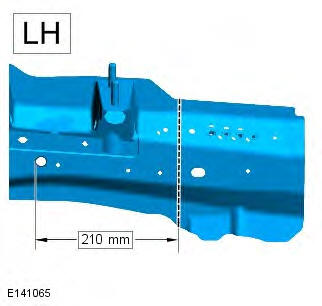
This procedure is written for the LH front side member section replacement, the LH and RH front side member sections differ in measurements for the location of the butt joints, the differences from LH to RH are included within this procedure.
1. In this procedure, to make sure the vehicle is correctly aligned, it must be placed on an approved alignment jig.
2. The front side member section replaced in conjunction with

3. For additional information relating to this repair procedure please see the following: For additional information, refer to: Health and Safety Precautions (100-00 General Information, Description and Operation) / Body Repairs (501-25A Body Repairs - General Information, Description and Operation) / Corrosion Protection (501-25B Body Repairs - Corrosion Protection, Description and Operation) / Body and Frame (501-26 Body Repairs - Vehicle Specific Information and Tolerance Checks, Description and Operation) / Standard Workshop Practices (100-00 General Information, Description and Operation).
4. Remove the fender apron panel front reinforcement.
For additional information, refer to: Fender Apron Panel Front Reinforcement (501-27 Front End Sheet Metal Repairs, Removal and Installation).
5. LH Side: Remove the air intake pipe.
6. LH Side: Release the battery junction box and position aside.
7. Release and lay aside the wiring harness.
8. CAUTION: Care should be taken not to cut through into the inner reinforcements. If the L/H front side member section is being replaced, mark out the position where the MIG butt joint is to be made. Cut through the front side member as indicated.
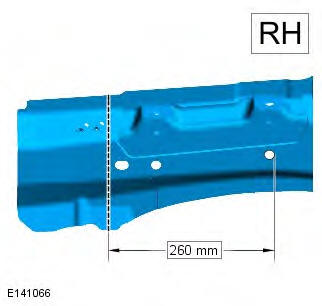
9. CAUTION: Care should be taken not to cut through into the inner reinforcements. If the R/H front side member section is being replaced, mark out the position where the MIG butt joint is to be made. Cut through the front side member as indicated.
10. NOTE: Most of the spot welds will have been released when adjacent panels were removed. Drill out the spot welds for the L/H front side member section as indicated.
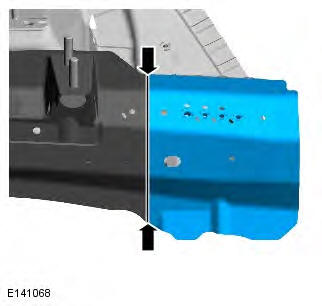
11. NOTE: Retain old front side member section for reference on installation. Separate the joints and remove the front side member section.
Installation
1. If the L/H front side member section is being replaced, mark out the position on the front side member service panel, where the section MIG butt joint is to be made and cut the panel at the point indicated.
2. If the R/H front side member section is being replaced, mark out the position on the front side member service panel, where the section MIG butt joint is to be made and cut the panel at the point indicated.
3. NOTE: The drilled out spot welds must be replaced with MIG plug welds in the same quantities, this will differ from L/H to R/H due to the differences in the locations of there butt joint locations. Using the removed front side member section as a guide, drill holes in the new front side member section as required ready for MIG plug welding.
4. Prepare the old and new panel joint surfaces.
5. Offer up the new panel and clamp into position. Check alignment, if correct, proceed to next step, if not, rectify and recheck before proceeding.
6. Tack MIG weld the front side member section butt joint.
7. MIG plug weld.

8. Dress the tack welds.
9. MIG weld the front side member butt weld.
10. Dress all welded joints.
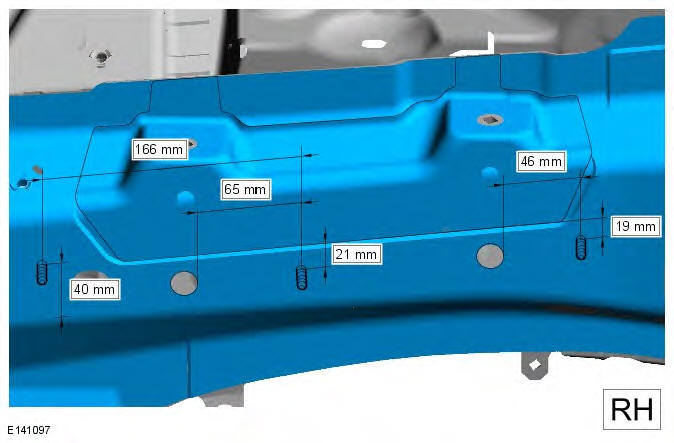
11. RH Only.
Prepare the new panel and install the weld studs in their original locations. The measurements provided in the graphic are to be used as a guide only, the components that are located/fixed to these weld studs must be offered up and cross checked for alignment prior to the installation of the weld studs to the new panel.
12. NOTE: Make sure all underbody joints are sealed following this repair procedure
The installation of associated panels and mechanical components is the reverse of removal.
READ NEXT:
 Fender Apron Panel Reinforcement
Fender Apron Panel Reinforcement
Removal
NOTE: The fender apron panel reinforcement is manufactured from mild
steel.
1.
2. For additional information relating to this repair procedure please see
the
following:
For additional info
Fender Apron Lower Panel
Removal
NOTES:
The fender apron lower panel is manufactured from mild steel.
The panel is serviced less its weld studs
This method describes the LH fender apron lower panel, the RH side is similar.
1
Fender Apron Upper Panel
Removal
NOTES:
The fender apron upper panel is manufactured from mild steel.
The service panel is serviced not fully spot welded.
There is an NVH component on this panel, it is serviced on the new p
SEE MORE:
Anti-Lock Control - Traction
Control FWD
Component Location
NOTE: RHD (right-hand drive) installations shown; LHD (left-hand drive)
installations similar.
COMPONENT LOCATION - SHEET 1 OF 2
RH (right-hand) front wheel speed sensor
RH rear wheel speed sensor
LH (left-hand) rear wheel speed sensor
LH front wheel speed sensor
Integrate
Anti-Lock Control - Stability Assist
Accelerometer
Removal
NOTES:
Removal steps in this procedure may contain installation details.
LHD illustration shown, RHD is similar.
Vehicles with automatic transmission
1. Refer to: Floor Console Upper Section (501-12 Instrument Panel and
Console, Removal and Installation).
2. Torque: 9 Nm
Vehi
